
Speгары тизлекле PE PP (PVC) Газланган торба экструзия линиясе










Тасвирлау
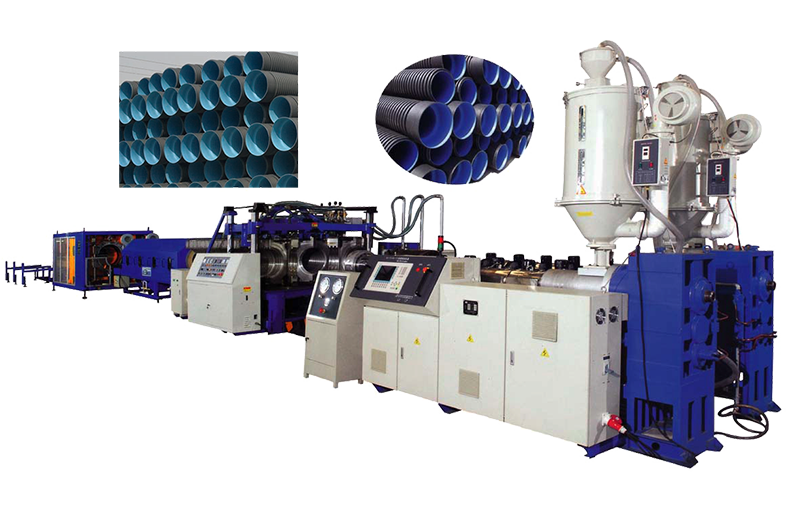
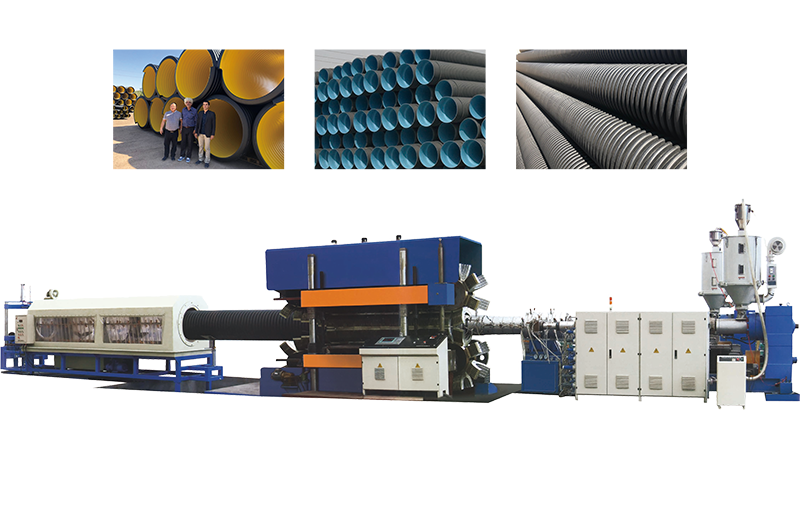
Пластик эретелгән торба машинасы пластик эретелгән торбалар җитештерү өчен кулланыла, алар нигездә шәһәр дренажларында, канализация системаларында, автомагистраль проектларында, ферма җирләрен су консерваториясе сугару проектларында кулланыла, һәм чагыштырмача киң кулланышлы химик шахта сыеклык ташу проектларында да кулланыла ала. Бозылган торба ясау машинасы югары җитештерү, тотрыклы экструзия һәм югары дәрәҗәдәге автоматлаштыру өстенлекләренә ия. Экструдер PE PP яки PVC кебек кулланучы материалының махсус шартларына туры китереп эшләнергә мөмкин. PE PP ике стеналы грипплы торба экструзия линиясе югары эффективлы бер / игезәк винт экструдерның яңа төрен куллана. ПВХ эретелгән торба машинасы зур яссы игезәк яки конус игезәк экструдер куллана. Бер катлам һәм сайлау өчен ике катлам белән. Ике диварлы торбалар ясау өчен ике төрле,горизонталь ике диварлы торба экструзия сызыгыһәмвертикаль ике диварлы торба экструзия сызыгы.
Процесс агымы
Чимал → Аралашу → Вакуум Фидер → Пластик Хоппер Драйер → Экструдер → Экструзия Көле → Форма формалаштыру → Су суыту формалаштыру машинасы → Суыткыч су танкы → кисүче машина → Стекер
Featuresзенчәлекләр һәм өстенлекләр
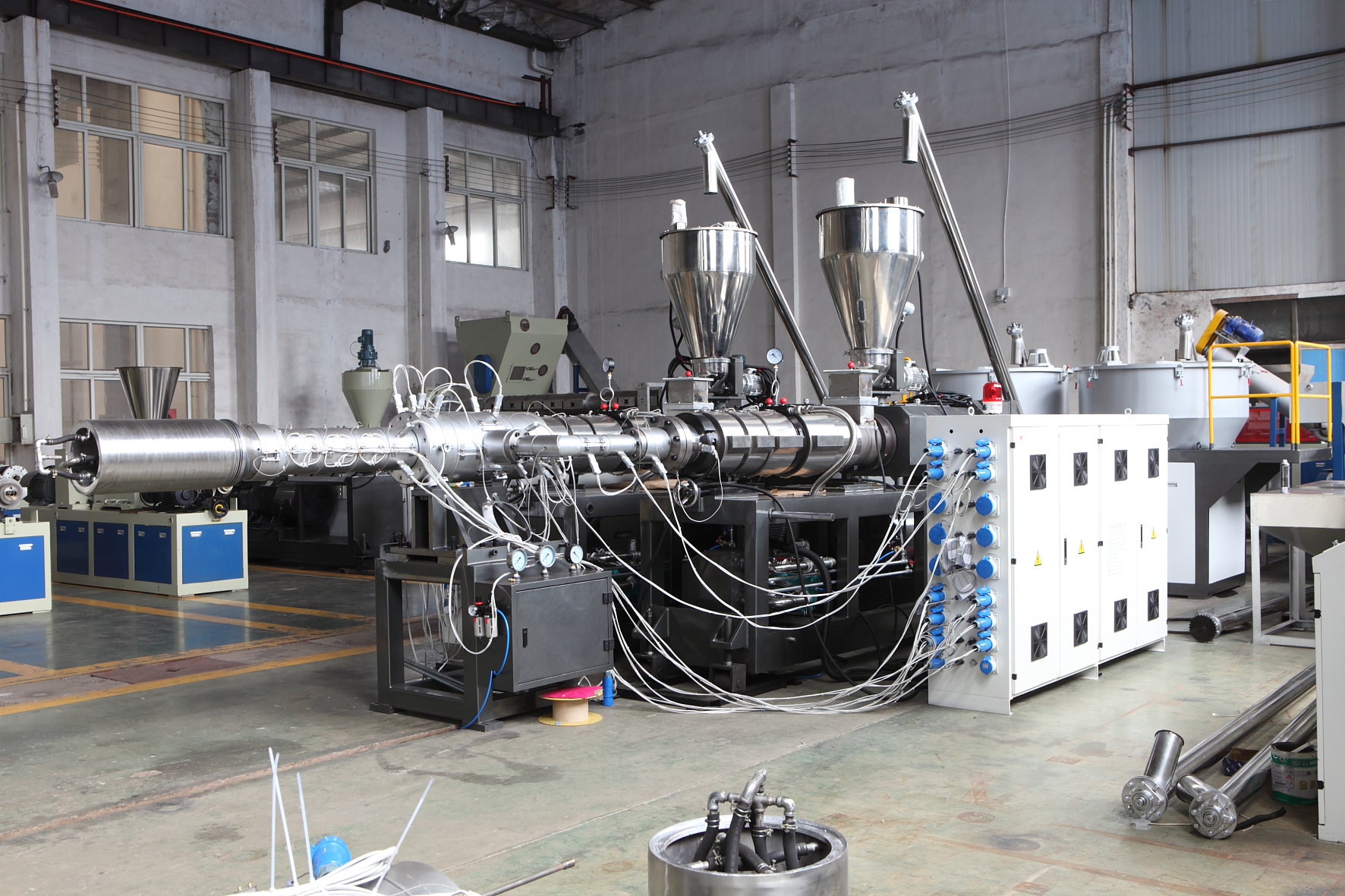
1. HDPE яңа эффективлы бер / игезәк винт экструдерны кабул итә, һәм PVC зур яссы игезәк яки конус игезәк экструдер кабул итә. Зур конуслы винталы экструдер яки параллель игезәк винт экструдеры түбән температурада һәм тотрыклы экструзиядә искиткеч пластиклаштыруны тормышка ашыра ала.
2. Модульне суыту ысулы мәҗбүри су суыту, бу модульнең суыту тизлеген яхшырта, югары тизлектә җитештерүгә ирешү өчен.
3. Гасырланган торба линиясе шулай ук ике стеналы грипплы торба машинасы линиясе формалашкан торбаның төрле үзлекләренең стандартларга туры килүен тәэмин итү өчен он-лайн ялкынлануны тормышка ашыра ала.
4. Импортланган катнашу-көйләү клапаны басымны тотрыклы һәм ышанычлы формалаштыра.
5. Горизонталь тип корругатор
6. Эш тәлинкәсе өч үлчәмле көйләнә.
7. Автоматик саклау системасы башлана һәм эш беткәч кире кайта.
8. Автоматик майлау станциясе
9.
10. Торбаны тиз формалаштыручы эретелгән формаларны яхшы суыту өчен һаваны суыту һәм суыту.
11. Гасырланган торба кисү машинасы югары төгәллек өстенлекләренә ия, тузан юк.
12.
Детальләр

PE / PP өчен бер винт экструдер
Винт дизайны өчен 33: 1 L / D нисбәтенә нигезләнеп, без 38: 1 L / D нисбәтен эшләдек. 33: 1 нисбәте белән чагыштырганда, 38: 1 катнашу 100% пластиклаштыру өстенлегенә ия, җитештерү куәтен 30% ка арттыра, энергия куллануны 30% ка киметә һәм сызыклы экструзия күрсәткечләренә ирешә. Кызлык материал өчен L / D нисбәтен 38: 1 винтны һәм эшкәртелгән материал өчен L / D 33: 1 винтны кабул итегез.
Сименс сенсорлы экран һәм PLC
Безнең компания тарафыннан эшләнгән программаны кулланыгыз, системага кертү өчен инглиз яки башка телләр бар.
Баррельнең спираль структурасы
Баррельнең туклану өлеше спираль структураны куллана, материаль азыкны тотрыклы тәэмин итү, шулай ук туклану сыйфатын арттыру.
Винтның махсус дизайны
Яхшы пластилизация һәм катнашуны тәэмин итү өчен винт махсус структура белән эшләнгән. Эретелмәгән материал винтның бу өлешен уза алмый.
Airава суытылган керамик җылыткыч
Керамик җылыткыч озак эшләүне тәэмин итә. Бу дизайн җылыткыч һава белән контактны арттыру. Яхшырак һаваны суыту эффекты булу.
Qualityгары сыйфатлы тизлек тартмасы
Техник төгәллек 5-6 класс һәм түбән тавыш 75дБдан түбән булырга тиеш. Компакт структурасы, ләкин югары момент белән.
ПВХ өчен конус игезәк винт экструдер
ПВХ җитештерү өчен конус игезәк винт экструдеры һәм параллель игезәк винт экструдер кулланылырга мөмкин. Соңгы технологияләр белән, көчен киметү һәм сыйдырышлыкны тәэмин итү. Төрле формула буенча, без яхшы пластиклаштыру эффектын һәм югары сыйдырышлыкны тәэмин итү өчен төрле винт дизайны тәкъдим итәбез.

Экструзия формасы
Тышкы катлам да, эчке катлам да үлгән баш эчендә. Dieәрбер материаль агым каналы тигез итеп урнаштырылган. Eachәрбер канал җылылык белән эшкәртелгәннән һәм көзге белән бизәлгәннән соң, материаль агымны тәртипкә китерү өчен. Шулай ук үле баш ике катлам арасында кысылган һава бирә. Калибрлау җиңе эчке катламны салкынлаштыру өчен кулланыла, эчендә шома һәм яссы торба. Яхшы суыту эффекты өчен калибрлау җиңе эчендә басым суы ага. Зур диаметрлы торба җитештергәндә вакуум калибрлау җиң өслегендә ясала, эчке торбаның түгәрәклеген тәэмин итә.
Күл формалаштыру
CNC эшкәртү төгәл үлчәмнәрне тәэмин итә. Вакуум һава челтәре һәм зур агым кисемтәсе булган суыткыч канал тотрыклы, югары сыйфатлы һәм нәтиҗәле җитештерүне тәэмин итә. Модуль материалы - югары көчле алюминий эретмәсе, югары җылылык үткәрүчәнлеге, югары катылыгы һәм югары киемгә чыдамлыгы. Модуль структурасы тыгызрак текстура һәм югары җылылык тотрыклылыгы белән интеграль басым ясау процессын кабул итә. Модульнең эчке өслеген эшкәртү модульнең көчен һәм катылыгын яхшырта, бу шакмакларның камил формалашуына уңайлырак. Форма аның төгәллеген һәм шома эшләвен тәэмин итү өчен CNC эшкәртүен кабул итә.


Су суыту
Су суыту формалаштыручы машина, эретелгән форманы урнаштыру һәм күчерү өчен кулланыла, вакуум тышкы катламны эретелгән формага формалаштыру өчен ясала. Гасырланган форманы күчереп, торба корругатордан чыгарыла.
Автомат майлау системасы
Гасырланган форма шома хәрәкәтләнсен өчен, приборларны автоматик майлагыз.
Тапшыру җайланмасы
Техник стеналар эретелгән форма өстенә куелган. Барлык җиһазлар да нитридлау һәм җылыту белән эшкәртелгәннән соң, озын киемгә каршы тора.
Upperгары көйләү системасы
Төрле зурлыктагы эретелгән форма өчен өске рамканы электрон рәвештә көйләгез. Дүрт багана белән тотрыклы һәм төгәл көйләнүне тәэмин итегез.
Киеренке көйләү системасы
Форманың хәрәкәтенең тыгызлыгын көйләү өчен, форманы шома хәрәкәткә китерегез.
Пропорциональ клапан
Airаваны тотрыклырак һәм төгәл контрольдә тоту, яхшы торба һәм розетка формасы формалаштыру.
Көле суыту системасы
Суны суыту һәм һаваны суыту системасы белән, яхшырак суыту эффекты, яхшы һәм тиз торба формалаштыру өчен.
UPS резерв көче
Электр энергиясе өзелгәндә, UPS резерв көче корригаторга торбаны калибрлау җиңеннән чыгару өчен көч бирәчәк. Торба суытылганнан һәм кысылганнан соң калибрлау җиңенә тыгылган трубаны булдырмас өчен.
Суыткыч су өчен танк
Алга таба торбаны суыту өчен суыту танкы кулланыла.
Ярдәмче юл
Ярдәмче җайланма ярдәмендә тарту җайланмасы да сыгылучан. Алга таба торбаны тарту өчен.
Сыйфат спрей борыны
Сыйфатлы спрей очлары яхшырак суыту эффектына ия һәм пычраклар белән җиңел түгел.
Су танкы фильтры
Су бакчасындагы фильтр белән, тышкы су кергәндә зур пычраклыклардан саклану өчен.


Гасырланган торба кисү машинасы
Гасырланган торба кисү машинасы югары төгәллек һәм тузан юк.
Алюминий кысу җайланмасы
Төрле торба зурлыклары өчен алюминий кысу җайланмасын кулланыгыз. Eachәрбер зурлыкның үз кысу җайланмасы, төрле торба зурлыклары булганда үзәк үзәк биеклекне үзгәртергә кирәк түгел.
Синхронизация системасы
Кесү станциясе мотор һәм инвертер белән йөртелә. Кисү процессы вакытында кисү станциясе торба деформациясен булдырмас өчен корругатор белән синхрон хәрәкәт итә.
Ике пычак кисү
Ике пычак бергә киселгәндә, розетканың соңгы өлеше тулысынча киселгән.
Стейкер
Торбаларга булышу һәм бушату. Стакерның озынлыгы көйләнергә мөмкин.
Торбаларга булышу һәм бушату. Стакерның озынлыгы көйләнергә мөмкин.
Гасырланган торбаны стакерга шома хәрәкәт итү өчен, без тотрыксыз корычны стакер өслегенә кулланабыз.
Торбаны роликка күчерү, саклау һәм ташу өчен җиңел. Гадәттә 110 мм зурлыктагы торба өчен кулланыла. Сайлау өчен бер станция һәм икеләтә станция булсын.

Техник мәгълүматлар
| Модель | Торба зурлыгы (мм) | Экструдер | Чыгыш (кг / с) | Тизлек (м / мин) | Гомуми көче (КВт) | Көле (парлар) | Суыту системасы |
| SGB250 | 90-250 | SJ65 SJ75 | 300 | 1-4 | 150 | 48 | Airаваны суыту һәм су суыту |
| SGB500 | 200-500 | SJ75 SJ90 | 600 | 1-4 | 200 | 40 | Airаваны суыту һәм су суыту |
Бәйләнешле продуктлар
-

Outгары Чыгыш Коник Игезәк Винт Экструдер
Характеристика SJZ серияле конус игезәк винт экструдер шулай ук PVC экструдеры дип атала, мәҗбүри экструдиция, югары сыйфатлы, киң адаптация, озын эш гомере, түбән кыру тизлеге, каты бозылу, яхшы кушылу һәм пластилизация эффекты, порошок материалының туры формалашуы һ.б.
-

Effгары эффектив бер винт экструдер
Характеристика Бер винт пластик экструдер машинасы төрле төр пластмасс продуктларны эшкәртә ала, мәсәлән, торбалар, профильләр, таблицалар, такталар, панель, тәлинкә, җеп, буш продуктлар һ.б. Бөртеклеләрдә бер винт экструдеры да кулланыла. Бер винт экструдер машинасы дизайны алга киткән, җитештерү куәте югары, пластиклаштыру яхшы, энергия куллану аз. Бу экструдер машинасы тапшыру өчен каты җиһаз өслеген кабул итә. Безнең экструдер машинаның күп өстенлекләре бар. Без дә ...
-

Outгары Чыгыш ПВХ Кабык Күпчелек Тактасы Экструзия Линиясе
Кушымта PVC кабыгы пенополь җитештерү линиясе WPC продуктларына кулланыла, мәсәлән, ишек, панель, такта һ.б. WPC продуктлары бер-берсенә яраксыз, деформациясез, бөҗәкләр зарарына чыдам, яхшы ут үткәрми торган, яракларга чыдам, һәм хезмәт күрсәтү өчен бушлай һ.б.
-

Outгары чыгару PVC (PE PP) һәм агач панель экструзиясе ...
WPC стеналы панель такта җитештерү линиясе WPC продуктларына кулланыла, мәсәлән, ишек, панель, такта һ.б. WPC продуктлары бер-берсенә яраксыз, деформациясез, бөҗәкләргә зыян китерә торган, яхшы ут үткәрми торган, яракларга чыдам, һәм хезмәт күрсәтү өчен бушлай һ.б.
-

Pгары Чыгыш ПВХ Профиль Экструзия Линиясе
Кушымта PVC профиль машинасы барлык төр PVC профильләрен чыгару өчен кулланыла, тәрәзә һәм ишек профиле, ПВХ чыбыклары, ПВХ су чокыры һ.б. PVC профиль экструзия линиясе шулай ук UPVC тәрәзә ясау машинасы, PVC профиль машинасы, UPVC профиль экструзия машинасы, PVC профиль ясау машинасы һ.б. Миксер өчен процесс агымы винтовкасы → Миксер берәмлеге → Экструдер өчен винт йөкләүче → Коник игезәк винт экструдер → Көлеп → Калибрлау таблицасы → Машина тарту → Кесү машинасы → Керү салынмасы ...
-
Сату өчен бүтән торба экструзия линияләре
Корыч чыбыклы скелет ныгытылган пластик композицион торба машинасы Техник дата модель торба диапазоны (мм) Сызык тизлеге (м / мин) Гомуми урнаштыру көче (kw LSSW160 中 50- φ160 0.5-1.5 200 LSSW250 φ75- φ250 0.6-2 250 LSSW400 φ110- φ400 0.4-1.6 500250 LSSW800 φ315- 00 800
-
Effгары эффектив PPR торба экструзия линиясе
Тасвирлау PPR торба машинасы, нигездә, PPR кайнар һәм салкын су торбаларын җитештерү өчен кулланыла. PPR торба экструзия линиясе экструдер, форма, вакуум калибрлау танкы, спрей суыткыч танк, машина тарту, кисү машинасы, стакер һ.б. PPR торба экструдер машинасы һәм чыгару машинасы ешлык тизлеген көйләүне кабул итә, PPR торба кисүче машина чипсыз кисү ысулын һәм PLC контроле, озынлыктагы кисү, кисү өслеге шома. FR-PPR пыяла җепселле PPR торба өчтән тора ...
-

Pгары чыгару ПВХ торба экструзия линиясе
ПВХ торба ясау машинасы куллану авыл хуҗалыгында су белән тәэмин итү һәм дренаж, су белән тәэмин итү, дренаж һәм кабель кую өчен барлык төр UPVC торбалар җитештерү өчен кулланыла. Басым торбалары Су белән тәэмин итү һәм ташу Авыл хуҗалыгы сугару торбалары басымсыз торбалар Канализация кыры Су дренажын төзү Кабель үткәргечләре, үткәргеч торба, шулай ук pvc үткәргеч торба ясау машинасы процессы Миксер өчен агым винтовкасы → ...
-

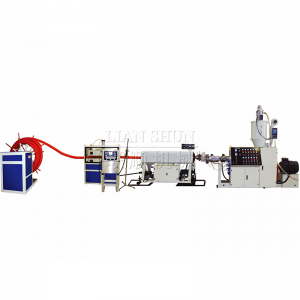
Speгары тизлек югары эффектив PE торбасын экструзия линиясе
Тасвирлама Hdpe торба машинасы, нигездә, авыл хуҗалыгы сугару торбалары, дренаж торбалары, газ торбалары, су белән тәэмин итүче торбалар, кабель үткәргеч торбалар һ.б. җитештерү өчен кулланыла. Hdpe торба ясау машинасы диаметры 20-1600 мм булган торбалар җитештерә. Торба бик яхшы үзенчәлекләргә ия, мәсәлән, җылытуга, картлыкка чыдам, югары механик көч ...



